一: 型号中带字母B的,是闭环功率控制功能,由被控制设备启动端(常开,常闭,公共),开启设备工作,再由本机闭环功率控制端口(A,B,C),输出根据温度实际情况,自动输出变化的电压.调节设备功率,分两线或三线接法.
(1)两线接法: 如: 0-5V,0-10V,10-0V等,(根据客户设备实际控制电压设置),两线制直接控制设备,一条接被控制设备电压输入线,另一条接设备控制电源地,(即红外线机器与设备共0V).
(2): 三线制控制, 有A,B,C,三条线, 其中B线接被控设备最大功率电压,如高中频加热设备功率电位器中心抽头,C线接被控设备最小功率电压, B,C两电压引入红外线机器处理后,再返回被控设备实观控制.
(3): 请注意: 两种方式不同的是: 三线制控制的好处是, 设备最大功率可以调整, 缺点是接线麻烦.
(4): 再是:由于在实际应用中,测试点很难做到与温度升得最快点重合,热量传导到测试点需要一定的时间,这样控温时机被延时, 造成瞬间超温, 针对这种情况: SL,SY系列特别设有(升温速度)调整,(请注意:ST-1,ST-2无此功能),当实测温度接近设定温度时, 自动降低升温速度,使升温到达实定温度瞬间,尽量热平衡,避免瞬间超温,又最大限度不影响生产效率, 0-99可调,出厂为30,为0时此功能无效, 99时升温速度最慢.
二: 型号中带E字母的, 是上/下限开关控制,即:当实测温度达到上限温度时, 停止加热, 当实测温度降到下限温度时开始加热,如此反复达到温度控制,控制端口为机械电磁继电器,工作时序如下图:
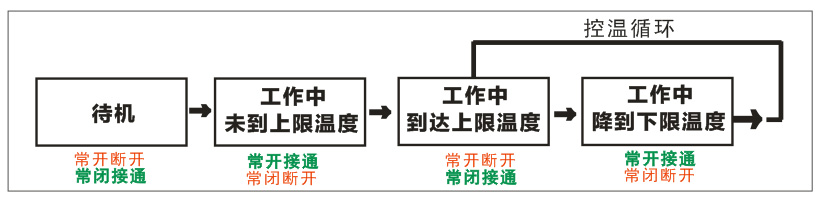
E多功能报警端口有四种方式可选: 分别是: 上限报警, 上限报警下限复位, 上/下限之间报警, 高于上限或低于下限报警.
三: (参考上图), (1): 根据需要选择需一段或多段控温, 如需要多段控制, 或选择其中某些段控制, 可选择多段控制机型. (2):分主控型和从控型, 主控型: 机箱右上角有两位显示时间的数码管, 用于设定该段恒温时间, 有两种计时方式, 定温定时和启动计时, 定温定时选中时: 实测温度上升到设定温度之前的加热时间被忽略, 达到设定温度时才开始到计时; (自动连续工作时, 如该段时间设为00, 则此段忽略, 直接跳过), (3):从控型: 无时间显示数码管, 工作时, 由机箱后面板接线盒内, S1,S2,S3 短接实时选择哪一段控温, S1,S2,S3均未接通, 默认第一段控温.
四: SL-7, SY-7两型号为一段功率, 可缓升缓降控制, 一般用于要求缓慢升温或缓慢降温工艺, 控制曲线如下图:

五: 根据工件材质选择
(1): 因红外线测温属于表面测温, 并与发射率有关, 不同材料的发射率都不一样, 比如: 同一温度不同材料的物体, 向外辐射红外线信号能力不一样, 并与波长, 表面光洁度都有关系, 下列选型参考:
(2): 短波---- 钢铁类材料,一般温度达到500-600度及以上, 表面有形成氧化层, 选短波长的, 常用温度范围有: 300-1000℃, 400-1300℃,500-1500℃,600-1800℃,700-2200℃, 但留意, 因为钢铁类材料刚开始加热时, 温度较低时,表面还是光亮的, 此时300-500度内也误差较大,可能温度偏低很多,直到表面形成氧化层后才会正常, 优点是性价比高.
(3): 中波---如铝/锡/铜/或低温光亮的铁镍等,及合金类光亮材料,由于表面是光亮的, 一般选用中波长的,常用温度范围有: 100-800℃, 这类工艺短波和长波一般都不适合使用. 缺点造价较高.
(4): 长波--- 主要用于如石墨, 或非金属等黑色材料, 且目标比较大的物体,常用温度范围有: 0-900℃ ,由于此型号不是同轴/或会聚激光瞄准,是两点交叉瞄准, 加上距离系数仅12:1, 所以不适合小目标.